
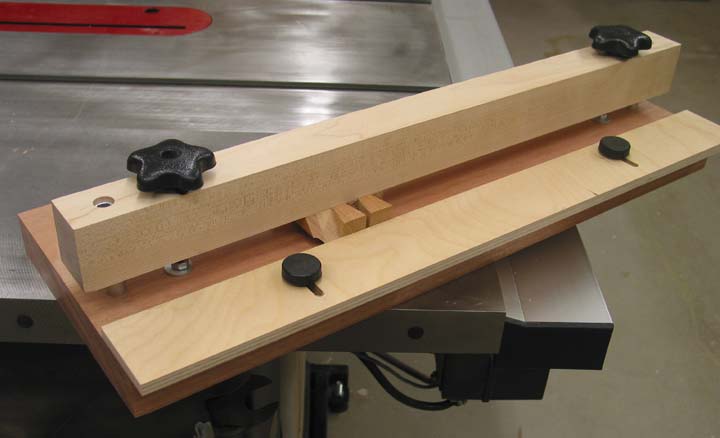
The guide bar can be clamped to the workpiece using wedged dowels
going through eyebolts, like Chris Gochnour's original, or clamping
knobs, which I prefer.
|
|
|
Link to PDF drawing and Materials List
There are many ways one might clamp the guide bar onto the workpiece. I started out with wedged dowels. If you go this route, you'll need 5/16 eyebolts, 4 or 4-1/2" long. (You may need several lengths for various thicknesses of stock.) On the underside of the base board, you need to install 5/16 pronged Tee nuts to accept the eyebolts. These nuts must be pressed into two-step counterbores. Then you must also gouge/chisel (or use a router) slots into the top of the guide bar for the lower curve of the eyebolt to slip into--a tedious job in hard maple; a 1/4" spoon gouge was the best tool I could find for the job. I cut my wedged dowels from 3/4" oak, at an angle of six degrees, leaving a flat about 1/4" on the small end (for hammering the wedges out), and about an inch of dowel on the large end beyond the taper.
If all this sounds like a hassle, it is. I wanted an easier way, as I was preparing to host a "mass build" of these jigs by my hand-tool group. I chose some 5-lobe Davies clamping knobs from MSC Industrial Supply for less than $1 apiece. These run on 5/16 threaded rod (a.k.a. "all-thread") which screw into pronged T-nuts in the base, and are anchored with nuts on the top side of the base. On further reflection, it would be even easier to just thread the base and run the threaded rods into the base directly. I doubt they would come out easily, but could be glued if I'm wrong. Threading the fence's hold-down knobs directly into the base plate seems to work fine, so far at least, and if the threads fail, I'll put in some metal threaded inserts. When choosing hardware, the 5/16 knobs need to have through-holes, without nylon locking inserts. I chose a three-prong 1-3/4" diameter stud to secure the fence, after noticing that smaller diameters (like shown in above photos) won't give you the torque needed to secure the fence.
A few tips on alignment . . . the guide rods need to be pretty precise, and it doesn't hurt if the threaded rods are too. I accomplished this by clamping the guide bar to the base, then clamping the assembly onto a drill press' table, and boring through everything. Holes requiring several concentric diameters can be made by leaving the work on the table and changing bits. (A drill press with a long quill stroke helps.) In particular, the counterbore for the T-nut, or else the threading bore and the clearance bore if you will be threading the base, would benefit from this method.
And a few final thoughts from Chris: if you install three hold-downs instead of two, you'll get more security for the majority of cases in which narrow boards are being pared, but the center clamp can be removed for wider work. (Of course, you can't thread and glue your all-thread into the wood if the center one is to be removeable.) Second, keep a piece cut from the stock used in the base as an outrigger to hold up the end of long workpieces flush with the jig's base. And third, make several fences of varying thickness, (e.g. 1/8") which can be used to guide a chisel held horizontally to pare the pin-sockets of half-blind dovetails. Three clamps are especially helpful in this application.