Unfortunately, in this exercise, both pieces are steel, so its hard to tell which piece is the side and which piece is the sole (bottom) sometimes, but it’s the only pictures I took so we'll go with it . . .
First: lets get the terminology set, I think this is right but I may have something mixed up, but lets just go with it for now, so we are on the same page . . .
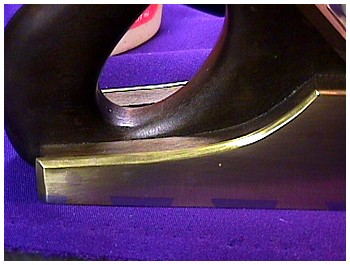
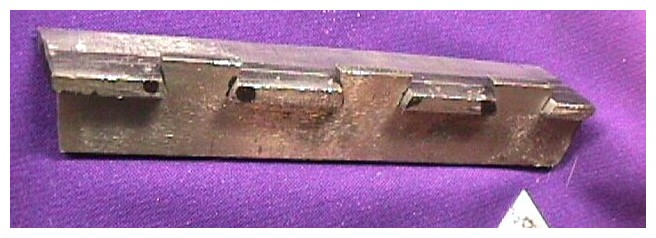
The Tails are the tail shaped BRASS pieces filed into the sides of the plane. Lets start with a shot of part of the plane side and zoom in a bit.
The gray areas where the sole comes through the side are tail shaped also but are called the pins. The brass shaped tail pieces on the sides are called the tails. The holes cut into the brass to make the tails and the holes cut into the steel to make the pins have no name really, they are just holes, it’s the metal pieces we will call tails and pins. So remember SIDES=Tails and SOLE=BOTTOM=PINS
Now a closer look
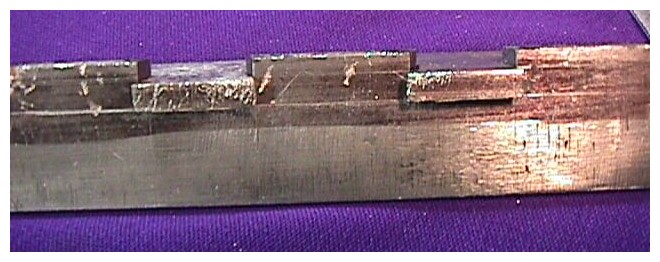
On the left a tail, closer view. On the right the same tail from an angle so you can see the bottom of the plane also. Notice the tail shape on the side of the plane (left photo) and notice the tail shape on the bottom of the plane (right photo)- they both look like tails, thus the term double dovetail, or as some prefer compound dovetail, a joint that cannot be made in wood by the way. So how is this achieved? The big question and now a General, hard to understand at this point, overview:
First visualize what use making them this way serves in the first place.
Because of the tail shape the side cannot move up and down, and because of the tail shape on the bottom the side cannot move sideways, i.e. cannot be slipped on and off at will in a sideways direction. Yet, at first that is exactly what you do. You make the tail shapes on the side, (left photo), cut a hole for it in the sole and slide the side onto the sole sideways, just as a woodworker would. The woodworker would slide it on and glue it. The metalworker slides it on, realizes there is no metal glue (and besides your joints are a bit sloppy at first anyway), so you have to come up with another solution.
You make the best hole you can in the sole for the side to slip into, but leave a bit of extra material sticking out in both directions. Make the tail a bit too tall and cut the hole for it into the sole a bit too deep, so both excess tail and pin are sticking out.(We'll get to photo's of that later)
Then file a small area out of the corner of each hole that the tails slip into, to make the hole tail shaped. This small amount is filed out of the bottom or sole actually, out of the pin there. Then you peen the extra metal sticking out in both directions until the tail and pin excess metal that was left actually flows into the gaps that exist, and every thing locks together. (More photo's of that also to come) p.s. peen or pien? You see it both ways, I use peen only because it's easier to type. It means to strike that excess metal with a ball peen (pien) hammer, until it all flows together.
Back to reality:
So the photo's I have are of two pieces of scrap steel, 3/16 in. thick a bit over an inch wide only for practice purposes and 4-5 inches long. You can get some weldable steel as it's called at most of the big box home improvement stores if you need to buy some for practice. Mine was painted white, as I scavenged it from some fixture at work they were throwing out. I removed the paint from one side, and left the other side white, just to help my marks show up better. The white side ended up being the inside.
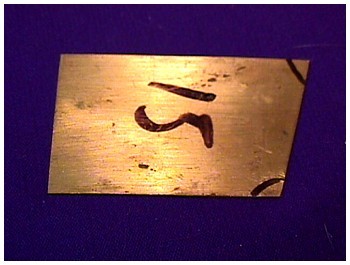
Before marking metal, steel or brass, with the sharp scribe like instrument of your choice, it should be darkened so the marks show well. There is a fancy layout fluid that machinists makers use for this, but a magic marker will also work and seemed more than sufficient for my purposes so that is what I used. So in the photo below I marked each piece 3/16 plus 1/8 extra material on both pieces. (normally 1/8 is probably too much extra to leave, 1/16 is more like it, especially if using brass sides, as brass doesn't peen very well, and doesn't move very well, so you don't want a lot of excess material or all the movement will occur on the top of the piece and not much movement will occur down where you want it to move.
You can get away with a bit more if using all soft steel, and making hollow filed areas with a round file on the areas to be peened as this will remove material and help it move correctly also (more on that later)
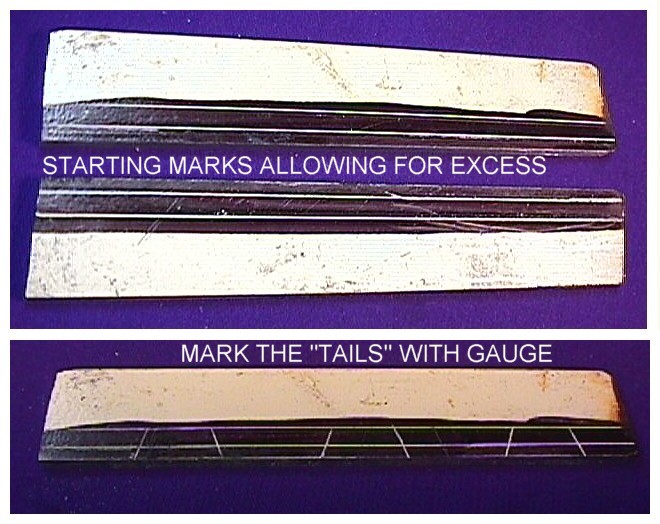
So first I made the starting marks on both pieces, I guess you only need make the one mark actually, but this shot shows the excess at the edge, the material that will be peened. So the mark closest to the edge is your excess, then there is just a 3/16 in wide mark, which is the width of your material.
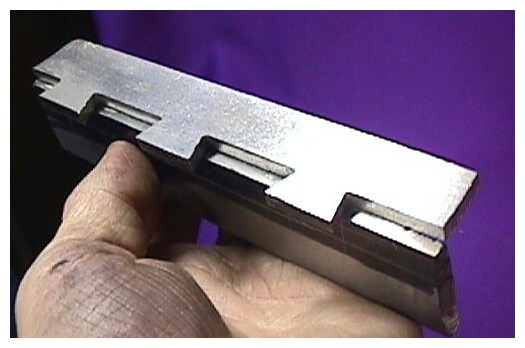
First, we will cut the TAILS. Remember what that means!! This piece will be the SIDE of your plane. There is nothing fancy about the tails. I made a small marking out gauge from a scrap of metal. It is what I call a 15 degree gauge, made by sloping one side 15 degrees from vertical or 15 degrees from 90 degrees. See photo below.
This is the angle I used when I made my plane, and it worked just fine, I also experimented with 20 degrees, which seemed to work fine also. Perhaps you will like the look of a bigger angle for your tails, but I think I read somewhere the originals were about 15 degrees, so I used that. If using steel for side and soles you can use about whatever angle you want as the tails and pins just disappear after peening anyway.
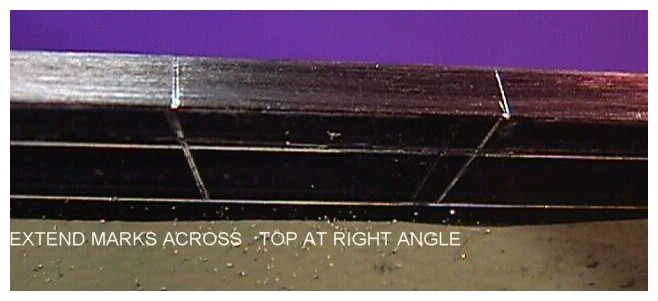
Use it as a guide to mark the tails onto one of your pieces of scrap, whichever one you want to be on your side. This is a test, we are using scrap so just space them approximately evenly, however you want, I did 3 tails on the piece shown marked above. And make them whatever size you want at this point, width wise. On An actual plane they may have to be a specific size in a specific place, but not on our test, practice scrap. I made them so they were about 5/8in. wide wide at the narrowest point as I remember, because I was going to experiment with a 1/2 inch round file to remove the excess or to remove the "holes" they fit into in the other piece in the bottom or sole. This turned out to be irrelevant, as I didn't resort to that method, as we will get to. In other tests I did I made them 1/2 inch wide at the widest point, when I was using smaller pieces of scrap, so whatever looks good to you is ok at this point. So mark out the tails on one side of the piece and extend your lines straight across the top at a right angle and down the other side . . . Even though the sides are not cut straight down (they are cut at a 15 degree angle), there is no other angle cut into the sides of them. That is the sides of the tails will be a right angle, the hack saw held at a right angle to the piece as they are cut. Lines extended over the top and back seen below.
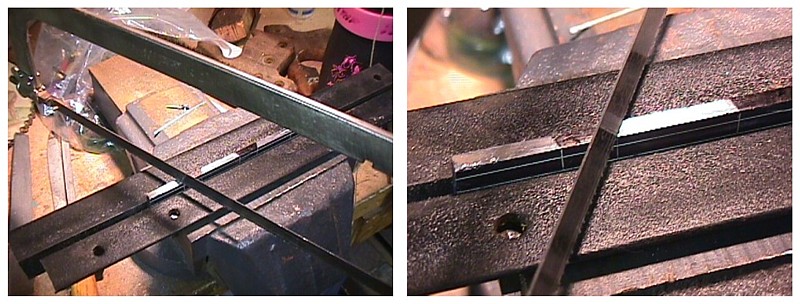
So I now stuck this in my machinists vise. Of course the bigger, heavier, wider, longer and so on your vise is the better. Use your vise jaws to help you set the depth to cut. Put the piece in right on the scribed line so when your hacksaw hits the top of your jaws, You will feel it and you will have stopped in just the right place. It helps if your jaws are hardened steel, so when you start hitting them with the saw and file, you can tell as things suddenly stop feeling the same. It’s the best I can describe it. In the photo's I inserted some angle iron into my jaws so I had a LONG reference surface and be able to cut all the tails without having to move anything. It was a good idea in theory, but the angle iron was soft, I often cut too deep with the hack saw or filed too deep with the file. I had better results with the hardened jaws in my vise, if you don't have hardened jaws you will survive, but will need to rely on "sight" a bit less on "feel". If you decide to make hardened jaws of some kind for your vise be sure to cut the holes for attachment and so on BEFORE hardening. DAMHIKT!!

above: experimental angle iron with tails cut.
above: problems with angle iron. You can see it was soft stuff and I filed and sawed into it with ease making it harder to keep a straight line between tails and so forth.
Here (above) is a closer shot of the tails after being cut, you can see I need to get into the corners a bit better and file a bit deeper. About getting into the corners, I took a flat file and ground the grooves off the sides of it completely. I could then file the flat spots between the tails and if the file side hit one of the tails it wouldn't cut it. In addition to filing the grooves off the side you can file an angle onto the side of the file to help you get into the corners. Make it sufficiently steep to allow you to get into the corners without any part of it hitting the sides except the bottom of the file, of course. I don't have a pic of that. You can also use a triangular file, like those used to sharpen saws to get into the corners, you can use a half round file, that is : one flat one one side and round, or at least curved, on the other side, or you can use a knife file, which is a file that is 1/4 or 1/16 inch wide on one side but comes to a knife edge on the other side. The latter turned out to be my favorite, but they are a bit harder to come by at garage sales than regular files. But, heavens forbid, I suppose a person cold just buy one- ha ha!!!
OK, how do you get the material out of the area between the tails in the first place . . .
And how do you make the initial cut for the tails and how do you get to the lines accurately.
First cut with a hacksaw, just outside
your marked lines on all the tails.. Remember you want to leave the
material that looks like a tail between your lines. Saw with the
hacksaw at a right angle to the piece of steel. The actual sides of
the tails are flat and square. No fancy angles required, other than
the 15 deg angle previously marked. Then file to the lines once the
material between the tails is removed. If you are not comfortable
trying to cut and follow that 15 deg. line you can just saw straight
down and make a jig that fits over the tail which allows you to file
exactly to the line.
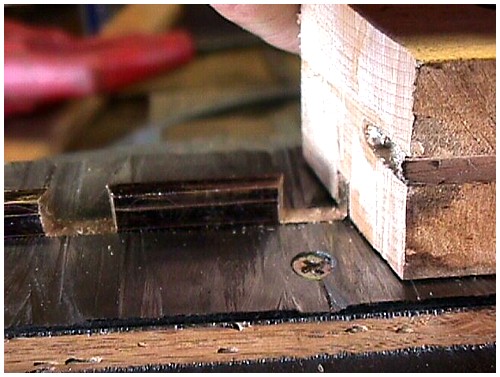
see the photo's. I just took a piece about 2 x 2 of scrap and cut a 15 degree angle on one side of it with my old fashioned hand saw driven miter box, and cut a 3/16 inch slot cut down the center. So you can make the cut straight down. Slip the jig on and align it with your scribed mark and file exactly to the line. I believe I clamped it on with a c-clamp somehow for stability. You can make this work for both the right and left side of the tail. I think I ended up cutting a slot down all 4 sides of the jig, so the 15 deg angle could be used various ways. More on that later. the metal cutting file does a pretty good job of cutting the metal and leaving the wood alone, but you may need to refresh the angle on the jig as needed. This jig is not my invention, I'm sure I read of it somewhere, maybe something Mick suggested, or I think there was a popular Woodworking article on making a shepherd kit that used them. We still haven't discussed getting the material out between your cuts, whether they be straight to start or whether they follow the 15 deg line to start.
You can use the old fashioned way and just file the waste out. A 1/2 inch round file works good for this. You can also line drill, if you have a drill press, a row of holes as close to each other as you can get them along the bottom line and then break off the material to be removed with a cold chisel . . . this worked pretty well for me. Use a smaller drill, say 1/8 inch, but keep your holes far enough away from the bottom line and corners, so you don't go too deep. Remember drill bits tend to wander a bit so allow for that, use a slow speed. Use some lubricating oil, wear your safety glasses and so on. After chiseling there should be plenty of ugly pointy metal there left, but put it back in your vise and file it down to the line . . . that will go pretty fast . . . faster than trying to file it all out. I don't think I have any pics of that, so I hope you get the idea anyway.
Another way, was to use my hacksaw or even a sawzall with a metal cutting blade if you're feeling like using a tailed apprentice and use that to cut out the waste.
In the above photo, which is kind of blurry and where I am removing material between two cuts that were made straight down, I made a kind of V shaped cut with hack saw or sawzall (purple lines) to start, then made a second cut (white lines) a bit lower to remove more material, and slowly worked it down to where there was little left to file. The type of cuts you can make here depend on the width of your blade you are using, and just how the cut starts itself out, but you basically nibble it down and then file the rest off flat down to your vise jaws. The piece is held in the vise at the correct height when doing this, so you don't cut too deep. Be careful if trying this with a power tool. Take all the necessary safety precautions . . . If you nip off one of the top corners, it is not a big deal as it is in the excess that you will be peening anyway. And with regard to the tails in general,if you miss one of the lines on the downcut a bit, or if one is a bit narrower than intended, it isn't critical, you will just modify the hole you cut in the bottom for them to fit into.
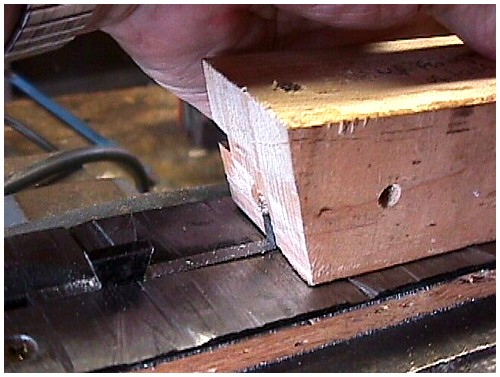
So when your tails are cut to your satisfaction, you need to cut holes in the other piece, which would be the bottom of your plane, for them to fit into. So basically, blacken the new piece to accept scribe marks and hold your tails in position on top of it as shown in the photo below.
Of course don't use your hand, but this
is the general way to position them. For some reason I didn't blacken
the top, but instead scribed some marks and carefully blackened them
in so you could see what the area to be removed looks like

so now the black area is what needs to be removed and your tails will just slip in there theoretically. When you do this, blacken the top and scribe your lines in the usual fashion, and extend them down the sides, front and back. You will now notice the edges are not a nice right angle like the tails had, but are actually a 15 degree angle if you made the tails right. Your depth stop lines are already on there from the very first step of the whole process. When you extend your lines, the distance between them will be wider on one side than on the other. And as seen in the photo below, they are straight down, not at a 15 degree angle like the tail lines.
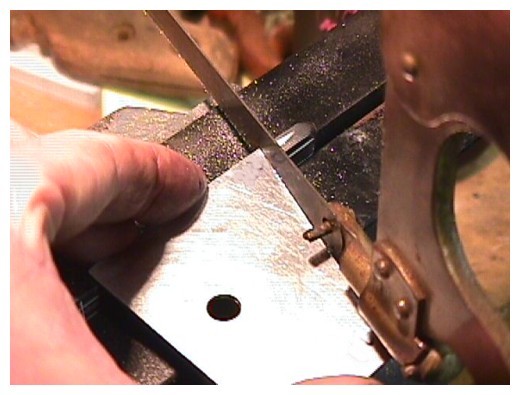
So this time they must be cut straight down, but the hacksaw will be held at a 15 degree angle sideways. Now be sure to remember that the material between the lines is the material to be removed, so be sure to cut to the inside of the lines. Make sure after cutting ,there is a bit of your line left showing, so you can sneak up on it

with the file. This joint must be done with more care than the tails, as an exact a fit as possible should be strived for here. If it is too sloppy you may not have enough metal to peen into your error, but I have had some quite sloppy experiments, peen with acceptable results. This is not your permission slip to use less care however, as you will see when you try your own experiments.
Again you can try to free hand cut at a 15 degree angle or use the jig.
In the photo below, I am going freehand at the 15 degree angle, and using my marking jig to help me align the hacksaw to get the cut started. Below another photo showing that these cuts are at a 15 degree angle, but the blade travels straight down..
Now if you're not up to freehanding this cut, just make a cut straight down- period. Be sure to stay inside the lines. Remove the waste by whatever method you found to work earlier with the tails and as in the photo below, use the same jig as before, with a 15 degree angle cut on the other end in the appropriate direction.
Then using the jig, lined up with your scribed line, file the angle to the line as best you can. Try to maintain nice sharp corners, although in actuality there will always be some degree of roundness there. Some final fitting will be required probably later when you try to fit the two pieces together.
Now cut all the holes, the remaining metal sticking up being your pins. When done see if the two pieces slide together. They probably won't.
Using the jigs will slow you down a bit. With more experience and practice you may be able to get away from using them, but they give you a certain amount of confidence that things are going correctly, especially at first, when you aren’t sure what led you to try this in the first place. Cutting out all the tails and pins on a real plane will take a few sessions for sure, especially if using hand tools and files and so forth, but throwing a bunch of metal in one end of a milling machine and having it come out the other end a finished plane would take the fun out of it for sure. There is a point to this mini rant, and I guess it's basically that all this messing around is fun because you start using the right side of your brain. The world and its troubles disappear when you hit your second wind. In what seems like 5 minutes your watch will advance a couple of hours. Your internal physical and mental batteries will re-charge. If, instead, you have hours of horrible torture doing this, you probably need to try something else. Skydiving perhaps- well, you either get the picture or you don't.
Now where was I- gee that rant took 2 hours . . .ha ha!!
Now you need to try to find the spots that are keeping things from going together just right. I don't know a good way to do this other than by sight. Just kind of examine each tail/pin combo and see if there are any obvious places that need more filing for things to go together. Eventually, things will slide together nicely. You shouldn't have to hammer them together, nor should you find 1/8th inch gaps in any joints when they do go together. A little patience fiddling with it will be necessary.
If one or more of the joints end up a little loose, don't give up, the peening will cover a multitude of errors. Here is a photo of one of my trials that went together just fine, but notice the gap in the joint on the right.
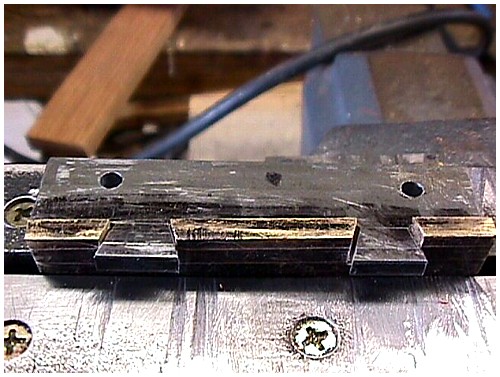
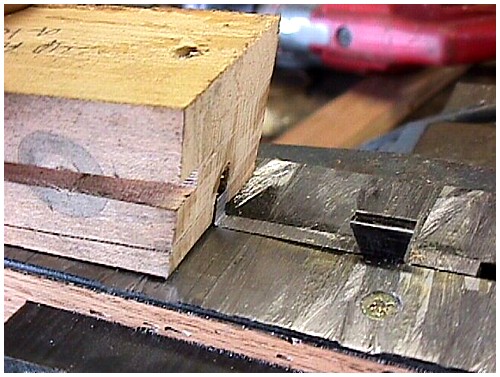
Here is the way they looked for the project at hand, with the two steel pieces.(photo below). The little black dots are areas I thought were problem areas, where a little more filing was necessary . . .but they are together and as you can see they don't look like much yet. You are looking at the tails (side) just as they were slid into the holes cut in what would be the bottom of the plane.
You can see that the piece with the tails cannot move up or down because of the shape of the tails. But they can come off sideways, just as they were put on sideways. Even if we peened them now they would be only held together by friction and there would be no dovetail shape as you looked at the bottom of the plane. You would see only squares or rectangles there. Check out this view as the tails come through as seen from the bottom or sole side of the plane.
you are looking straight on at the tails as they come through what would be your plane bottom and you are seeing only boxy rectangular shapes. If you peened it at this point it just might work. Between the friction fit that would be formed and the rivets holding the sides of the planes together, it would probably hold together, but there are no tail shapes from this angle. No double dovetail for sure. So you need to file a small 15 degree angle piece out of the pins, that is, out of the bottom of the plane where the tails come through.
To illustrate this better I must borrow a couple of Jim Yehle's fine drawings.
Here it is looking a little more understandable. Without this post at the time on the pond, I might never have understood what was going on here. So we can thank Jim for making this clear to a lot of us.
This is the area filed out by most plane makers who do this. A little nip at each corner. 15 degrees, that can be marked on your sole with your little 15 degree angle jig you made earlier. Don't get carried away and file out too much. Notice how you just file the corner out and half the exposed metal part. Also the part filed out need not go into the extra left for peening, just out of the part that will actually be your plane after peening and flattening.
Jim has even suggested that perhaps not even that much needs to be filed out. He suggests that perhaps this is all that is needed.
I think perhaps he is right. Just be advised as to the area involved. You can actually mark this area out with a scribed line and color in the area on the inside with a fine pointed sharpie or marking pen of some kind to make sure you don't get into the wrong area. Just be a little careful when you do this. We'll get to some pics of what it looks like in real life in a second here.
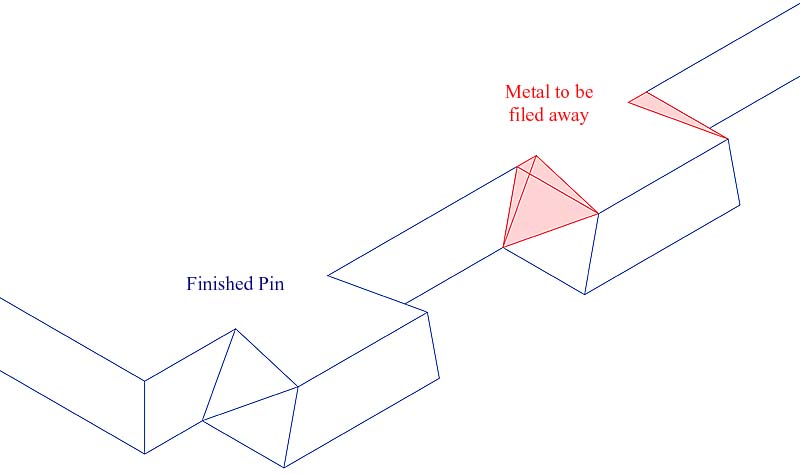
Above another nice pic of the metal to
be removed from the sole, drawn by Steve Elliott and posted to Badger
Pond Jan 2003 (used with permission).
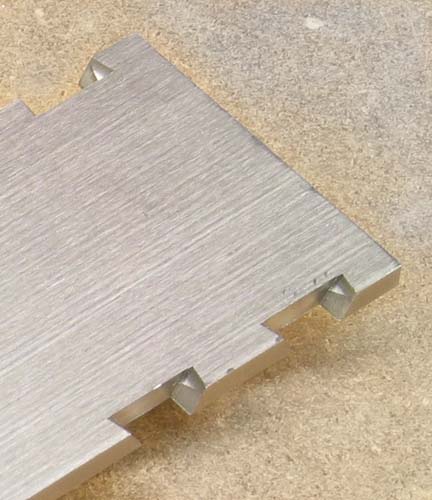
Here is a pic of Jim Yehle's sole, bottom up with appropriate areas removed.
I think he used a milling machine so it looks nice ..
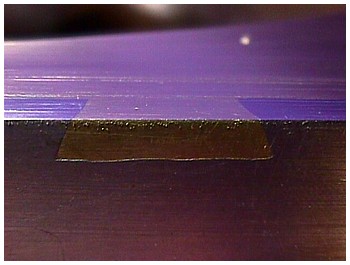
You are looking at the bottom of the sole of the plane, where the tails come through, and there now is going to be that gap in the corner on each side. The photo shows it on the front side, but each opening has this going on in the front and back. Notice how those hole shapes aren’t rectangles any more, they are tail shaped.
And the common mortal man isn't going to get anything quite this obviously tail looking, with files. It will look a bit more crude, at least mine did.
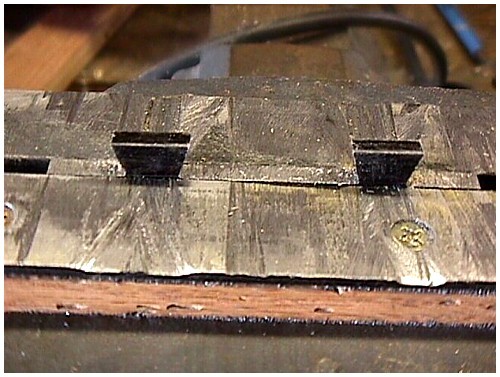
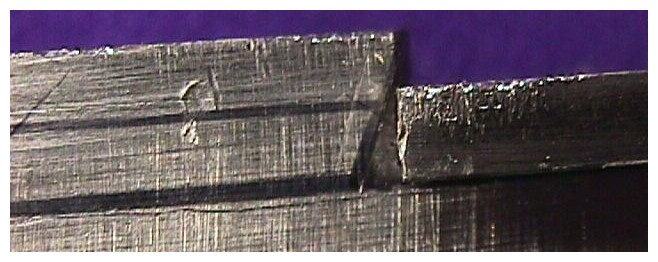
So here is what I got after I filed this corner out of the sole, the steel part on my practice piece.
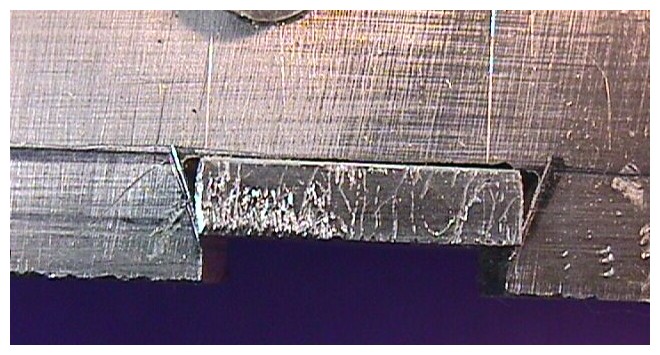
Notice a small 15 degree wedge on the
right and left. It's filed out of the bottom of the plane, the sole .
This pic shows the rectangular tail end poking through. I darkened
the corners with a magic marker and used my 15 degree marking gauge
we have been using all along. I used that to scribe the lines of what
had to come out. Notice it just goes from the edge to the place where
the excess begins, not into the waste material that will be peened.
Some use files for this. I went rogue and used my dremel tool with
one of those circular reinforced metal cutting wheels. They worked
well. They cut fast so care will be needed. Have it marked in the
inside and outside where to grind, remember only half of the total
width, not all of it. This one needs more work with a file to get the
corners sharp. Its actually an easy thing to think you've got that
corner out, but its very important to really get that far and get it
sharp or you will get a working joint, but it won't look much like a
tail. It will work but will look kind of boxier than you expected.
Here is another shot, I roughly outlined the areas filed with white.
The idea now is when this square sided thing poking through there
when peened (whacked with a hammer), will flow into those triangular
areas filed out and form the second dovetail shape we have been
looking for.
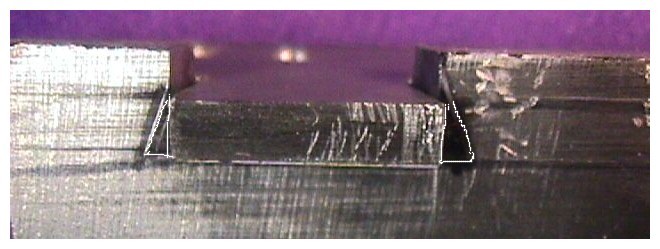
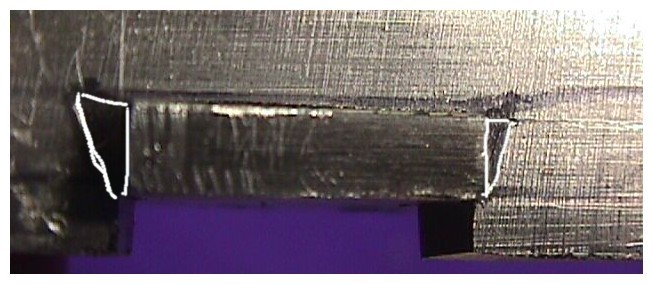
above: a couple more shots of
the same thing showing what the area to be filed out looks like in
real life. In the bottom photo, it has been outlined in
white,crudely, but not filed out yet.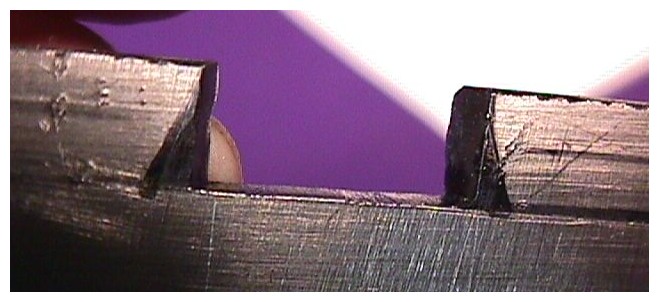
above: a shot of the area to be removed without the tail sticking through. Although the whole inside, on the right, for example, is blackened, only a part of the actual inside is actually removed remember. Kind of a tee-pee shape. See how the area doesn't go all the way to the top, as the top is where the extra material left is. It will be peened, so no need to file into it.
OK, all those shots were kind of boring so lets just peen the thing.
Drill some holes in the sides of both
pieces, slide them together. And screw them down to a 2 x 4 as shown
in the next photo. Normally in a real plane with two sides most of
the peening is done on the tails (sides) as they come through the
bottom, as they are the parts that must flow into and fill that
little triangle we just got so bored about. So screw them down so the
tails are "up" as in the photo.
The little filed out corners are somewhat visible in this photo especially on the right tail.

in this photo the filed out corner is quite visible . . . . . . . . .
what is with that dip in the top of the tail that we are going to whack.?
Many planemakers will do this to help the metal flow in the right direction, to the right and left where the gaps are that need to be filled in. also if you left too much extra material, it’s a good way to get rid of some of it.

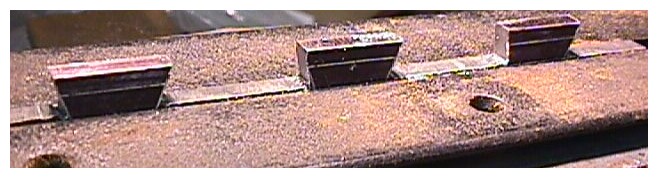
Here is a photo of the whole thing ready to be peened. Note that the tails that are sticking up are to be peened, but so are the pins that are sticking out sideways. The whole mess is stuck back in the vise in this case, but that probably wasn't necessary.
Putting it on an anvil, or just over one of the legs on your workbench would probably suffice in this case as it is screwed down like crazy. So now you can start peening. I don't exactly know most planemakers do this. I used a medium weight ball peen hammer. You don't want to give it everything you've got, but you will have to give it a number of firm strikes to get all that metal moved where you need it. I used the flat end and the end with the ball on it both. Whatever seems to work to get it to move use it. Visit Jim Yehle's site at http://www.xmission.com/~jry/ww/tools/a13/a13.html
For some good information on how he did the peening on the real plane, and all the other steps involved, he also has plans available that can be printed out full size which is very nice and a ton of other information.
Anyway after peening it looks something like this:

It looks like a bit of a mess actually. Notice all the errant hammer blows that will have to come out. Using a thin metal shield around the areas to be peened will help
Avoid some of that.
Then unscrew it (if it falls apart at this point that is not good) ha ha!!!
Here is what I ended up with after smoothing everything out

In the good old days it was all smoothed down on both sides with files of course, but I must admit I cheated and enlisted the help of my belt sander.
Be prepared to wear some thick gloves. Have some water nearby for cooling. Its going to get hot before its all smoothed out. Notice how all the tails and pins just disappear and you end up with something that looks like angle iron, Nobody will be impressed except you . . . . . .
You can go to two different colored metals so you don't lose that if you want.
Brass and steel, bronze and steel, that type of thing and get something like the {Photo below). I tried one with brass as the tails, and then tried one with steel for the tails, which is the one in the photo below actually,. Notice the bottom one photo in that group has errant hammer marks to be sanded out yet and the tails look a bit boxy on the sole side from not filing out the corners sharp enough.
There are other problems using brass for the sides.

A word about using brass for the sides.
If you use brass for the sides it is the BRASS tails that get most of the peening to fill in the gaps you made on the pins. The problem is that brass does not always peen very well compared to how soft steel peens. It doesn't seem right, after all isn't brass softer and more malleable and so on? Apparently not. Brass is often work hardened when you get it. What is work hardening? I'm not a metallurgical expert, but with many metals the more you strike them with a hammer or work them in some way,. especially when the metal is cold, the harder and more brittle it becomes. When you try to hit it more, as in filling in our tails here, it just can get more ornery, not flow very well, and you get little pieces that break off, or flake off, or just do nothing as you hit them. How does brass get this way. Well, it is probably rolled out into a sheet 3/16 thick, from a much thicker sheet, by many passes through a machine, when it is in a cold state. A cold rolled process I think they call it.
The brass is not that hard really, so why heat it up red hot to roll it out into a thinner sheet,..
So all this rolling to make thinner is actually work hardening the stuff, and It may be nasty to work with when you get it . . .
So how do you tell if it is work hardened or soft?. Mick Doherty, told me to drill a 3/16 inch hole in a scrap part and see what kind of shaving you get. If you get a long curly shaving coming out it,it is soft and if you just get small shavings , dust like stuff or small chunks it is hardened. My brass for the sides produced an 8 inch unbroken curly shaving, so I was happy and it peened just fine. By the way, use a sharp bit for this test. I used a brand new bit, and a used duller bit still produced curly shavings, but not as long and nice looking. The half inch brass for the lever cap produced tiny wire like looking shavings about the size of the diameter of my bit when I drilled it, so was probably hardened, but since it didn't require any peening it was just fine to work with.
So what to do if your brass is work hardened..
1. you can anneal it..I'm not any kind of expert on how to do this, so some further research would be needed, but you would have to heat the brass to red hot, leave it that way how long I don't know, then just let it cool slowly.
2. that doesn't sound too appealing so you could make the area that required the most peening on your plane, the tails, On the bottom or steel, and file the little corner cut-outs in the brass sides and peen the steel to fill those gaps in. I did that in one of my experiments as seen in the photo above , the one with the steel/brass combo pictures. Notice the tails are made of the steel of the bottom. It works just fine, but you get a different look, a mirror image almost of the way we have been discussing. I didn't like that look as much as the look where the tails were cut on the brass sides, but maybe your taste will be different and you may want to give It a try.
3. Even if your brass seems to be hard, just give it a try anyway. Usually harder brass will still peen into the areas needed. A bit more care is needed, use the round cutout in it to get it moving in the right direction, and you may need to use a 5/16 in. cold steel punch with a rounded point, called a "roll pin punch" to coax the brass into the corners if it is stubborn in wanting to move into there. I have tried harder brass with the brass side method and got it to work just fine. This is what these practice dovetails are for. Use a piece of the actual brass you plan on using for the sides of your real plane and try it with a piece of soft steel and see how it goes. Chances are you will come out OK . . .
4. there are other ways of dealing with this workhardened brass, using completely different filing techniques, by actually filing a slight angle on the normally right angled sided tails, and getting the steel to fill in over these slight angles. I have not tried this and feel no confidence in trying to describe this further. Maybe more experiments some day will be needed, if I get a tough piece like this.but for now I'm sticking with the first 3 options.
Summary:
This is basically what I learned in my test double dovetail adventures. Things change a bit when peening the actual plane as you can't go drilling holes in the side of your pieces to hold them all together. You would want to slide both sides on the bottom.
Make a peening buck, i.e. a couple of 2x 4's worked to just the right thickness to fill in between the sides, attach the plane bottom on each end with large washers screwed down to hold the bottom steady, then hold the sides firmly in place with any number of C clamps before peening. Another picture borrowed from Jim Yehle's site, will help show this some what, but a visit to his site where all the steps of putting the actual plane together are nicely explained would be of more value. see photo below. A nice shot of the areas to be filled in by peening is shown here, in this photo also..

Well that's about it for what I have. Hope it helps more than confuses,
I should be available if any questions arise.
Jerry Schueller
Winona MN
jandlsjs@hbci.com